Friction stir welding utilizes the heat generated by the friction between the high-speed rotating welding tool and the workpiece to locally plasticize the welded material. When the welding tool moves forward along the welding interface,The plasticized material flows from the front of the welding tool to the rear under the rotational friction force of the welding tool, and forms a dense solid phase weld under the compression of the welding tool. Friction stir welding.It can easily connect the same or different materials, including metals, some metal matrix composites, ceramics, and plastics. Friction stir welding is achieved due to its high productivity and good quality.Widely applied in engineering in the manufacturing industry.

Welding characteristics
During the welding process, no other welding consumables are required, such as welding rods, wires, fluxes, and protective gases. The only consumption is the welding stirring head. Meanwhile, due to stirring.The temperature during friction welding is relatively low, so the residual stress or deformation of the structure after welding is much smaller than that of fusion welding. Especially when melting and welding Al alloy thin plates.The out of plane deformation of the structure is very obvious, whether using deformation free welding technology or post weld cold and hot shaping technology, it is very troublesome and increases the structural complexity ,Manufacturing costs.
Friction stir welding is mainly used in non-ferrous metals with lower melting temperatures, such as Al, Cu and other alloys. For black materials with good ductility and easy plastic deformation
Auxiliary heating or utilizing its superplasticity may also achieve friction stir welding.
Friction stir welding has been successfully applied in the connection of non-ferrous metals. Friction stir welding can be used for various position welding, such as flat welding, vertical welding, overhead welding, and overhead welding; Complete various forms of welding joints, such as butt, corner, and lap joints, and even connect structures with varying thicknesses and multi-layer materials. It is also possible to weld dissimilar metal materials Connect.
Due to the fact that friction stir welding only relies on the rotation and movement of the welding head, gradually realizing the welding of the entire weld seam, it is more energy-efficient than melting welding or even conventional friction welding.Due to the relatively small heat input during the friction stir welding process compared to the fusion welding process, there is no metal melting at the joint area. It is a solid-state welding process that protects the alloy.By maintaining the metallurgical properties of the base material, it is possible to weld materials such as metal matrix composites and rapidly solidified materials that may have adverse reactions when using fusion welding
The advantages of welding
1,The microstructure changes in the heat affected zone of the welded joint are small. The residual stress is relatively low, and the welded workpiece is not easily deformed;
2,Capable of completing long welds, large cross-sections, and high welding joints at different positions in one go;
3,The operation process is convenient to achieve mechanization and automation, with simple equipment, low energy consumption, high efficiency, and low requirements for the working environment;
4,No need to add welding wires, no need to remove the oxide film before welding when welding aluminum alloys, magnesium alloys, and titanium alloys, no need for protective gas, and low cost;
5,Can weld materials that are sensitive to hot cracks, suitable for welding different materials, such as aluminum copper bonding, aluminum magnesium bonding, etc;
6,The welding process is safe, pollution-free, smoke-free, and radiation free.
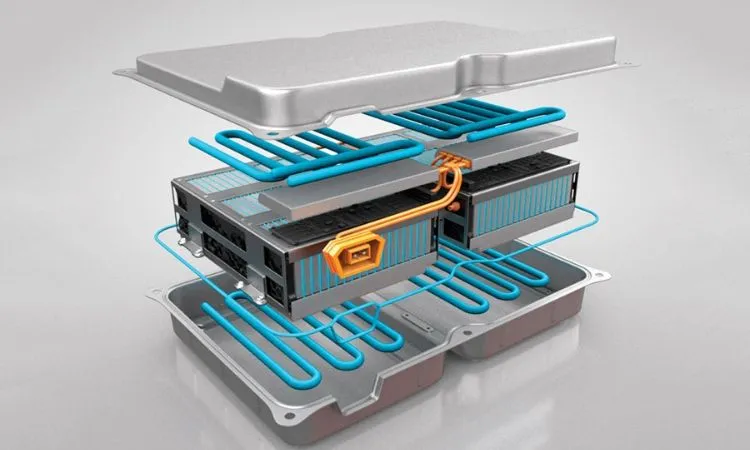
Application areas of the liquid cold plates
The use of high-power controllers and inverters in the liquid cooling plate of new energy vehicles requires a large amount of heat to be processed to ensure the stable operation of the vehicle. At the same time, a cost-effective solution is needed. At this time, we generally use die-casting technology to rapidly shape the liquid cooling plate and reduce machining costs. At the same time, the microchannels and flow channels of the liquid cooling plate are also completed in the mold, Then, by stirring friction welding, the flow channel is sealed, which is a simple and fast production process widely used in the cooling scheme of the new energy vehicle industry.


Of course, due to different structures and application environments, there are also many ways to produce liquid cooled plates using stir welding technology. Simply put, utilizing high-performance welding characteristics and low cost advantages can bring great convenience to the production of liquid cooled plates for high-power chips.