
The deep hole drilling liquid cold plate
A deep hole drilling liquid cold plate, also known as a DHDLCP, is a specialized cooling solution used in various industries, particularly in high-performance applications such as electronics, automotive, aerospace, and industrial machinery. It is designed to efficiently dissipate heat from heat-generating components or systems.
What is a deep hole drilling liquid cold plate?
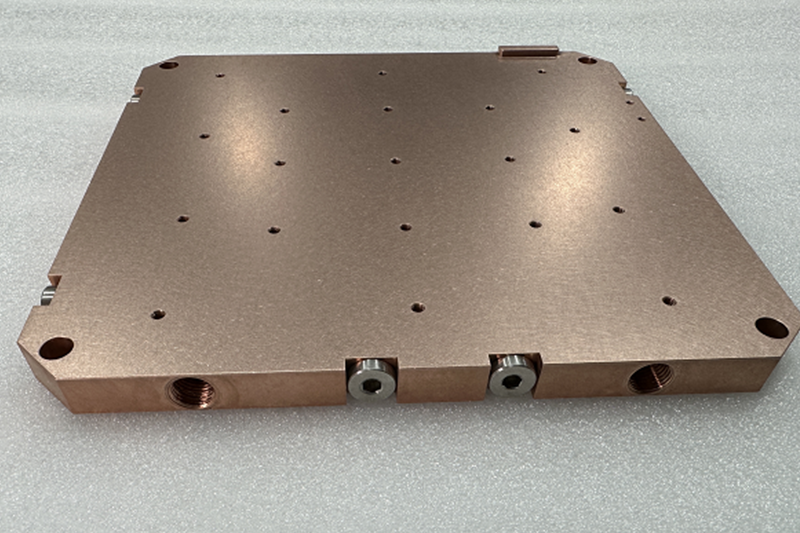
The liquid cooled plate processed by deep hole drilling is an innovative thermal designed specifically for efficient heat dissipation. During the manufacturing process, complex channel structures are precisely machined inside the metal plate using deep hole drilling machines. These channels can be in the form of straight lines, spirals, or other forms, aimed at maximizing the contact area between the cooling liquid and the plate.The design of liquid cooling plates aims to solve the problem of generating a large amount of heat during operation of high-power electronic components, laser equipment, etc. By circulating and pumping cooling liquid, the liquid cooling plate can quickly absorb and conduct heat, achieving efficient heat dissipation. This enables the device to maintain a stable temperature in a continuously high load working environment, ensuring the reliability and durability of device performance.


How to make a deep hole drilling liquid cold plate?
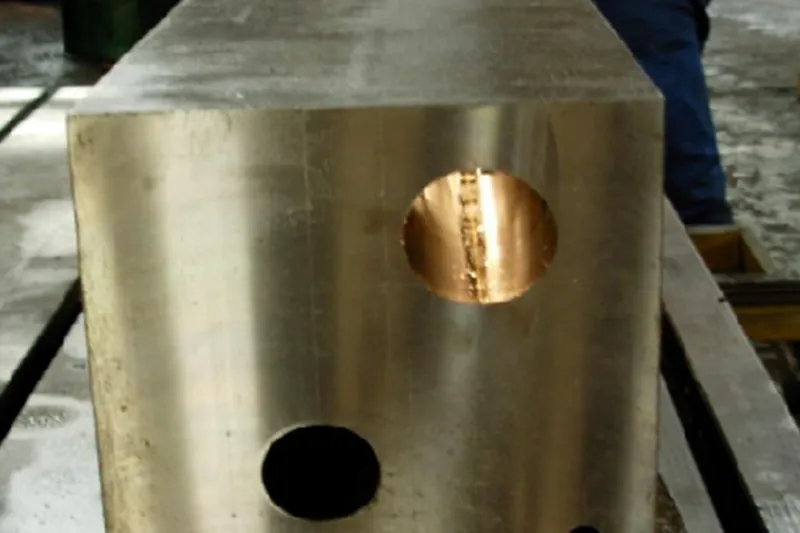
The production of liquid cooled plates for deep hole drilling requires a precise process flow and the selection of high thermal conductivity metal plates, such as aluminum alloy. On a deep hole drilling machine, precise control and positioning are used to perform deep hole drilling, forming an internal channel structure. The shape and layout of these channels are designed according to specific heat dissipation requirements.
Next, clean and surface treat the processed liquid cooled plate to improve its corrosion resistance and thermal conductivity. Add inlet and outlet interfaces to the liquid cooling plate and conduct strict quality testing to ensure the integrity and consistency of the channels.Finally, for packaging and testing of the liquid cooled plate, it is generally necessary to seal the machining holes inside, usually using screws and silicone rings to seal to ensure that its performance meets the design requirements. The entire production process requires strict quality control to ensure that each liquid cooling plate can dissipate heat stably and efficiently.
What are the advantages of deep hole drilling liquid cold plates?
Deep hole drilling liquid cold plates provide excellent heat dissipation capabilities. The design allows for efficient transfer of heat from high-power electronic components to the cooling liquid. This ensures effective cooling and prevents overheating, thereby improving overall system performance and reliability.It has a compact and flat design, which makes them ideal for applications with limited space or where densely packed electronic components are involved. The compact form factor allows for efficient utilization of available space and enables more flexible system designs.
It can be customized and adapted to suit various cooling requirements and system configurations. They can be designed to accommodate specific component layouts and mounting options, making them compatible with a wide range of applications and electronic devices.The biggest advantage of this process is that it does not need welding or friction stir welding process production, direct processing with the drill bit, sometimes, you can also use the profile process to replace the drill bit processing, so that the efficiency is higher and the cost is lower, of course, the disadvantage of this process is that we should pay attention to the structure design of the seal, because compared with other processes, it will have 1-3 more holes.
How to test he deep hole drilling liquid cold plate.
The reliability of the cold plate is a very important evaluation parameter in the entire product attribute. Usually, the working pressure of the customer’s water pump or circulation system is around 0.2-1.0Mpa. Therefore, when testing the cold plate, we first need to clean the flow channel of the cold plate with a water temperature of 80 degrees Celsius to prevent oil stains and aluminum cutting from entering the circulation cooling system.
Then put the cleaned cold plate into the testing platform. At this time, we can connect the inlet and outlet of the cold plate through a 1.5Mpa air pressure to ensure that the air pressure is fully filled in a closed circulating flow channel. This pressure holding time is usually 5-20 minutes, depending on the customer’s needs and actual application conditions. Usually, we do a 10 minute pressure holding test to determine if there is any leakage.
After completing the pressure maintaining test, we will enter another stage of testing the flow resistance, which is also very important because we will analyze it through simulation software during the design process to obtain a theoretical flow resistance parameter that needs to be matched with the water pump and circulation system used by the customer’s time. Adding excessive flow resistance will increase the load capacity of the water pump, and we will also note that, If there are impurities or aluminum cutting residues inside the flow channel during the processing, we can select this unqualified cold plate through data comparison.

Air pressure holding test

Flow resistance test

Helium leak test